-
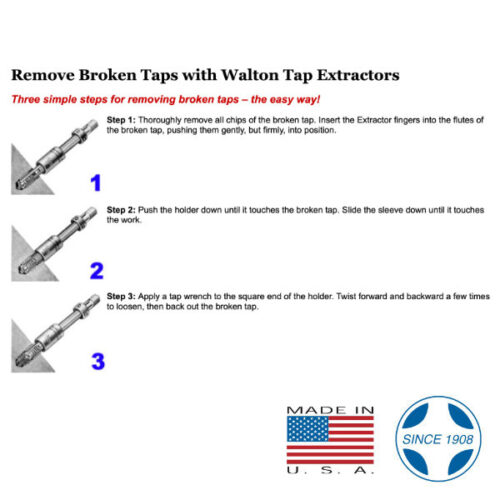
 Remove broken taps and save the threads! Walton Tap Extractors let you remove broken taps without drilling, lasers, damaged threads, scrapped parts or repair inserts. The hardened steel fingers of Walton Tap Extractors fit in the flutes of a broken tap to back it out simply and safely. This effective method has been used since 1908. They are available in every tap size, both inch and metric, as handy sets or individual pieces. Our Tap Extractors will fit both Metric and Imperial taps. For M12 or 1/2" taps. 4 Flute.
Remove broken taps and save the threads! Walton Tap Extractors let you remove broken taps without drilling, lasers, damaged threads, scrapped parts or repair inserts. The hardened steel fingers of Walton Tap Extractors fit in the flutes of a broken tap to back it out simply and safely. This effective method has been used since 1908. They are available in every tap size, both inch and metric, as handy sets or individual pieces. Our Tap Extractors will fit both Metric and Imperial taps. For M12 or 1/2" taps. 4 Flute. -
Sale!

- PM-HSSE V3 Powder Metal technology offers superior performance
- Use in stainless steels and high strength steels
- Suitable for materials up to 850N/mm2
- Through holes
- Depths up to 3 x d1
- TiCN coating
- DIN371
- 6HX
- Tapping drill 8.5mm
-
Sale!

- Universal high performance tapping
- PM-HSSE V3 Powder Metal technology offers superior tool life
- Use in stainless steels and high strength steels up to 850N/mm2
- Deep blind holes
- Depths up to 3 x d1
- DIN371
- 6HX
- Tapping drill 6.8mm
-
Sale!

- HSS-E Fluteless (Roll Form) Taps.
- Fluteless taps are also referred to as “Roll Form” or “Thread Flow” taps.
- Unlike standard taps, fluteless taps create internal threads by pressure deformation, rather than by material removal.
- As a result, no chips are formed as no material is removed.
- The thread is formed by the tap in the ductile material creating threads that have a smoother surface and greater tensile strength under dynamic stress than cut threads.
- It is essential to use a high quality lubricating fluid when using fluteless taps.
- Materials with a minimum elongation of 5% and a tensile strength no greater than 1,000 N/mm2 are suitable for thread forming.
- Metric Coarse angle of thread is 60 degrees.
- The crest is flat and the thread has clearance at the root allowing external thread and internal thread to engage well.
- Larger root radius and lower thread height enable easy screw thread processing and increase thread screw strength.
- Recommended tapping drill: 7.4mm
-
Sale!

- Oversize allowance to suit components for galvanize plating
- General purpose use, materials up to 1000N/mm2
- Through & blind holes
- Suitable for both hand and machine operations
- Depths up to approx 1 x d1
- Taper and inter leads available on request
- Bright finish
- Standard: ISO529
- Nut tolerance: ISO2/6H
-
Sale!

- LEFT HAND 7/16" x 14 TPI HSS Bright Finish British Standard Whitworth Hand and Machine Intermediate Tap.
- Recommended tapping drill diameter: 9.5mm
-
Sale!
- LEFT HAND 1/2" x 12 TPI HSS Bright Finish British Standard Whitworth Hand and Machine Intermediate Tap.
- Recommended tapping drill diameter: 10.5mm
-
Sale!

- HSS Bright Finish Metric Fine Hand and Machine Taper Tap.
- Goliath HSS taps provide a high hardness to toughness ratio, compressive and tensile strength, good abrasion resistance and resistance to micro-chipping, ensuring a long tool life.
- Metric Fine angle of thread is 60 degrees. The crest is flat and the thread has clearance at the root allowing external thread and internal thread to engage well. Larger root radius and lower thread height enable easy screw thread processing and increase thread screw strength. The major diameter of external thread and pitch are specified by a simple numerical value (most commonly measured in millimetres).
- Intermediate Taps have a lead of four threads and are used in most general purpose applications to cut a thread true to a pre-drilled pilot hole.
- Manufactured from HSS this general purpose tap is designed for use in medium tensile materials and is for hand or general machine use.
- Recommended tapping drill: 11.0mm
-
Sale!

- HSS Bright Finish Metric Fine Hand and Machine Taper Tap.
- Goliath HSS taps provide a high hardness to toughness ratio, compressive and tensile strength, good abrasion resistance and resistance to micro-chipping, ensuring a long tool life.
- Metric Fine angle of thread is 60 degrees. The crest is flat and the thread has clearance at the root allowing external thread and internal thread to engage well. Larger root radius and lower thread height enable easy screw thread processing and increase thread screw strength. The major diameter of external thread and pitch are specified by a simple numerical value (most commonly measured in millimetres).
- Taper Taps have a lead of eight threads and are used as a starting tap in difficult or high precision holes.
- Manufactured from HSS this general purpose tap is designed for use in medium tensile materials and is for hand or general machine use.
- Recommended tapping drill: 11.0mm
-
Sale!

- HSS Bright Finish Metric Fine Hand and Machine Taper Tap.
- Goliath HSS taps provide a high hardness to toughness ratio, compressive and tensile strength, good abrasion resistance and resistance to micro-chipping, ensuring a long tool life.
- Metric Fine angle of thread is 60 degrees. The crest is flat and the thread has clearance at the root allowing external thread and internal thread to engage well. Larger root radius and lower thread height enable easy screw thread processing and increase thread screw strength. The major diameter of external thread and pitch are specified by a simple numerical value (most commonly measured in millimetres).
- Bottoming Taps have a lead of two threads and are used to ensure minimum thread run-out when tapping to the bottom of a blind hole.
- Manufactured from HSS this general purpose tap is designed for use in medium tensile materials and is for hand or general machine use.
- Recommended tapping drill: 11.0mm
-
Sale!

- General purpose use
- Suitable for materials up to 1000N/mm2
- Through & blind holes
- Suitable for both hand and machine operations
- Taper pipe reamer recommended prior to tapping Rc (BSPT) thread forms
-
Sale!

- General purpose use
- Blind holes
- Depths up to approx. 2.5 x d1
- Bright Finish
- Limit ISO2/6H
- Standard ISO529
- Tapping drill size 12.0mm
